เกณฑ์การเลือกเม็ดมีด Ensat® แบบแตะเอง
ดาวน์โหลด
|
วัสดุ |
วัสดุหลัก | มาตรฐานงานที่แนะนำ | Ensatที่แนะนำ® version |
| I | โลหะผสมเบาเทมเปอร์ ความต้านทานแรงดึงมากกว่า 350 N/mm2 tensile strength |
302/337 307/338 308 |
ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
| เหล็กหล่อที่มีช่วงความแข็งสูงกว่า ทองเหลือง ทองแดง และโลหะอื่นๆ ที่ไม่ใช่เหล็ก |
302 | ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
|
| II | โลหะอัลลอยด์เบาได้ถึง ความต้านทานแรงดึง 350 นิวตัน/มม. |
302/337 307/338 308 |
ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
| เหล็กหล่อ |
302 | ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
|
| พลาสติกเรซินควบแน่นแข็งเปราะและ เรซินสังเคราะห์คุณภาพสูง |
302/337 307/338 308 |
ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี หรือทองเหลือง |
|
| III | โลหะอัลลอยด์เบาได้ถึง ความต้านทานแรงดึง 300 นิวตัน/มม. |
302/337 307/338 308 |
ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
| เหล็กหล่ออ่อน |
302 | โครงเหล็กชุบสังกะสีชุบแข็ง | |
| พลาสติกเรซินควบแน่นของ ความแข็งปานกลาง |
302/337 307/338 308 |
ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
|
| 302 | ทองเหลือง | ||
| IV | โลหะอัลลอยด์เบาได้ถึง ความต้านทานแรงดึง 250 นิวตัน/มม. |
302 | ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสี |
| โลหะอ่อนและโลหะผสมเบาสูงถึง ความต้านทานแรงดึง 180 นิวตัน/มม. |
302 | ตัวเรือนทำจากเหล็กกล้าชุบแข็ง ชุบสังกะสีหรือ เหล็กกล้าไร้สนิม A1 |
|
| พลาสติกเรซินควบแน่นแบบอ่อน ลามิเนตที่มีพันธะเรซิน |
302 |
โครงเหล็กชุบสังกะสีชุบแข็งหรือ |
|
| โพลีเมอไรเซชันแบบอ่อน โพลีคอนเดนเซชัน และ วัสดุพลาสติกโพลีแอดดิชั่น ไม้เนื้อแข็ง |
302 | โครงเหล็กชุบสังกะสีชุบแข็งหรือ ทองเหลือง เหล็กกล้าไร้สนิม A1 |
|
| V | ไม้เนื้อแข็ง |
309 | ทองเหลือง |
| VI | ไม้เนื้ออ่อนและไม้อัด วัสดุเส้นใยไม้ |
309 | ทองเหลือง |
| VII | วัสดุพลาสติกโพลีเมอไรเซชันแบบอ่อน โพลีคอนเดนเซชัน และโพลีแอดดิชัน |
305 | ทองเหหลือง |
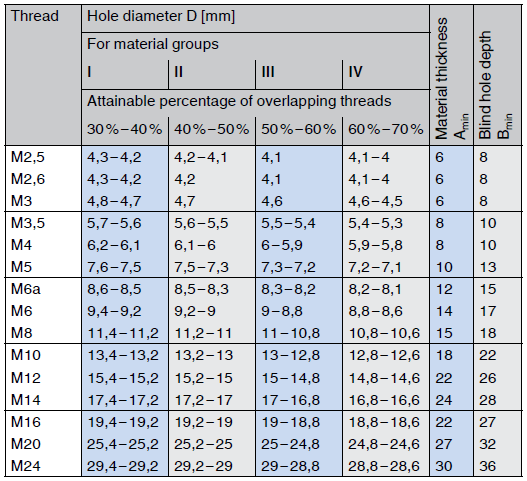
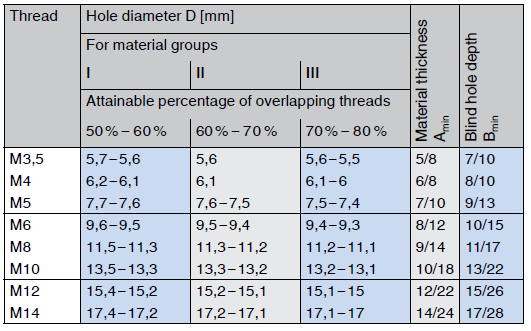
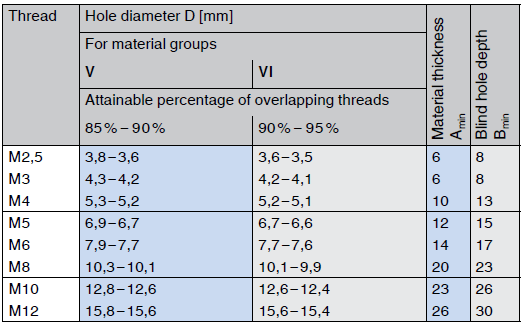
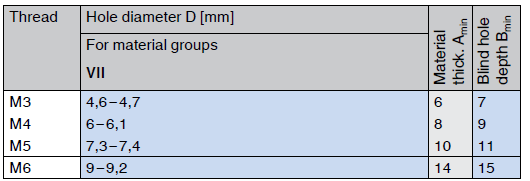
เส้นผ่านศูนย์กลางรูนำที่แนะนำและความหนาของวัสดุ / ความลึกของรูบอดสำหรับเม็ดมีดเกลียว Ensat®
เส้นผ่านศูนย์กลางรูที่แนะนำขึ้นอยู่กับ Ensat® เกลียวนอก ความแข็งแรงและลักษณะทางกายภาพของวัสดุชิ้นงาน
วัสดุที่แข็งและเปราะต้องการรูที่ใหญ่กว่าวัสดุที่อ่อนและยืดหยุ่น เมื่อใดก็ตามที่จำเป็น ควรกำหนดเส้นผ่านศูนย์กลางรูที่เหมาะสมที่สุดผ่านการทดสอบการใช้งาน
วัสดุที่แข็งและเปราะต้องการรูที่ใหญ่กว่าวัสดุที่อ่อนและยืดหยุ่น เมื่อใดก็ตามที่จำเป็น ควรกำหนดเส้นผ่านศูนย์กลางรูที่เหมาะสมที่สุดผ่านการทดสอบการใช้งาน
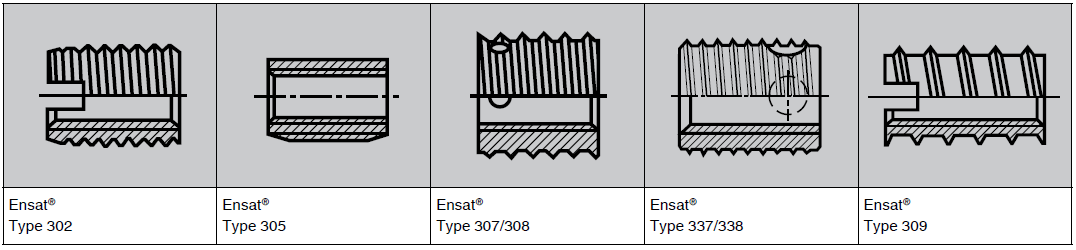
Ensat® ประเภท 302
Ensat® ประเภท 307/308/337/338
Ensat® ประเภท 309
Ensat® ประเภท 305
สามารถเจาะหรือสร้างรูนำระหว่างการหล่อขึ้นรูปได้
1,206 / 5,000
Translation results
Translation result
โดยปกติแล้วการเจาะรูเคาน์เตอร์สังกะสีนั้นไม่จำเป็น แต่จะช่วยอำนวยความสะดวกในการติดตั้งและอาจป้องกันความเสียหายต่อพื้นผิวชิ้นงาน นอกจากนี้ยังช่วยให้เม็ดมีดแนบสนิทกับชิ้นงานได้อีกด้วย
ความหนาของวัสดุ:
ความยาวของ Ensat® = ความหนาของวัสดุที่สั้นที่สุดที่อนุญาต A
ความลึกของรูตัน: ความลึกขั้นต่ำ B
ความหนาของผนังขั้นต่ำ: ความหนาของผนังขึ้นอยู่กับ
ความแข็งและ/หรือความแข็งแรงของวัสดุชิ้นงาน
คำแนะนำสำหรับโลหะเบา: S ≥ 0,2 ถึง ≥ 0,6 ง2
คำแนะนำสำหรับเหล็กหล่อ: S ≥ 0,3 ถึง ≥ 0,5 ง2
d2 = เส้นผ่านศูนย์กลางภายนอก [มม.] ของเม็ดมีด Ensat®
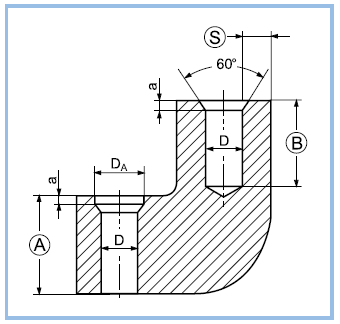
DA = + 0,2 ถึง 0,4 มม.
a = 1 ถึง 1,5 x ระยะพิทช์ของเกลียวนอก