Global sourcing - Step 1 af 5
Fremstillingen af bearbejdede emner er ikke en simpel proces. Det kræver ekspertise, erfaring og det rette maskineri at fremstille præcise emner af høj kvalitet. Og for at kunne have en god samtale med en leverandør om fremstillingen af dine emner, er det godt at have noget viden om de forskellige processer.
Dine bearbejdede emner kan fremstilles ved hjælp af en række forskellige processer, og hver af disse processer har sine muligheder og begrænsninger. Her på siden kan du få overblik over de mest gængse bearbejdningsmetoder, og hvad man kan bruge dem til.
De forskellige bearbejdningsmetoder - et hurtigt overblik
Drejning: Drejning anvendes til at fremstille symmetriske emner, f.eks. cylindre, kugler, aksler og lignende symmetriske maskinkomponenter. Ved drejning spændes emnet op på en hovedstol, som roterer ved høj hastighed. Emnet formes i og med, at der tages spåner af det ved hjælp af et drejeskær. Det er altså en spåntagende bearbejdningsproces.
Fræsning: Fræsning er ligesom drejning en spåntagende bearbejdningsproces. Fræsning anvendes til fremstilling af emner med krumme eller rundede kanter/hjørner samt til emner med plane flader, f.eks. tandhjul, maskinkomponenter, støbeforme o.l. Emnerne kan ved fræsning være asymmetriske, i modsætning til drejning. Ved fræsning er det værktøjet, der roterer og tager spåner af emnet.
Stansning: Stansning er en spånløs bearbejdningsproces, der anvendes til fremstilling af emner i plademateriale, f.eks. gitre, beslag, metalprofiler og diverse maskinkomponenter. Stansning er et alternativ til laserskæring, hvor der anvendes pres til fremstillingen af emnet. Stansning udføres ved hjælp af et stempel og en tilhørende matrice. Stemplet presser pladematerialet ned i matricen og skærer langs kanten af værktøjet, så emnet får den ønskede form.
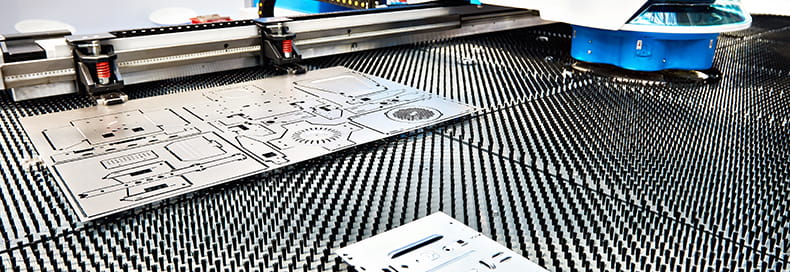
Skæring: Skæring dækker over en gruppe af ensartede processer, der alligevel er ret forskellige: laserskæring, plasmaskæring og vandskæring. Skæring anvendes ligesom stansning til fremstilling af emner i plademateriale, f.eks. tandhjul, beslag og maskinkomponenter, men tykkelsen på emnet ved skæring kan dog være større. Ved laserskæring og plasmaskæring anvendes der henholdsvis en laser- og plasmastråle til bearbejdningen – det er altså termiske (varme) processer. Ved vandskæring anvendes der en vandstråle under højt tryk, så her oplever man ikke varmepåvirkning på samme måde.
Ekstrudering: Ekstrudering af metalemner kaldes også ”stangpresning”, hvilket i virkeligheden illustrerer processen ret godt. Ekstrudering anvendes primært til fremstillingen af aflange emner, f.eks. rør, stænger og profiler. Ved hjælp af et pressestempel presses metal i kold eller varm tilstand ud igennem en værktøjsåbning, der har den form, som emnet skal have. Det foregår principielt på samme måde, som når man i fødevareindustrien fremstiller f.eks. pasta eller vaniljekranse.
Bukning: Bukning anvendes til fremstilling af emner i plademateriale eller rør, f.eks. tagrender, kabelkanaler, rammer, kabinetter og lignende. Bukninger kan både udføres som relativt skarpe buk eller som rundinger, og der findes flere forskellige tilgangsmåder alt efter opgaven. F.eks. anvendes der valse til runding af emner og kantbukkemaskiner til skarpere buk. Ved profilvalsning kan der fremstilles komplekse profiler ved, at materialet føres igennem en forskellige række valsepar på et bånd. Der er altså mange muligheder for formgivning med bukning.
Vil du vide mere? Du kan dykke dybere ned i de forskellige bearbejdningsprocesser her.
Computerteknologi har sænket prisen og øget kompleksiteten
Computerteknologien har haft stor indflydelse på fremstillingen af bearbejdede emner de sidste mange årtier. Specifikt anvendes det, der hedder CNC – computer numerical control.
Med CNC kan man styre maskinens bevægelser ved hjælp af et computerprogram. Maskinen programmeres f.eks. ved hjælp af en 2D- eller 3D-fil – det kunne være en CAD-tegning – og maskinen vil i høj hastighed kunne fremstille præcise emner med høj kompleksitet.
Faktisk har CNC-teknologien ikke kun gjort fremstillingen af emner billigere, den har også gjort det muligt at fremstille emner med komplekse og forskelligartede bearbejdninger i samme opspænding. I moderne bearbejdningscentre kan der f.eks. både fræses, bores og skæres i en og samme fremstillingsproces.
CNC-teknologien anvendes global til langt de fleste former for bearbejdning nutildags, netop på grund af den øgede effektivitet og præcision.
Valg af bearbejdningsmetode er også et spørgsmål om økonomi
Når du vælger bearbejdningsmetode, er det ikke kun et spørgsmål om at vælge den metode, der resulterer i emner med den korrekte form. Det er også et spørgsmål om økonomi. Alt efter hvor store volumener emnet skal fremstilles i, så kan én bearbejdningsmetode nemlig være billigere eller dyrere end alternativet.
Laserskæring og stansning anvendes f.eks. ofte til fremstilling af lignende emner. Men hvor laserskæring er den billigste og mest effektive proces til fremstilling af prototyper og små serier, så er stansning mere omkostningseffektiv til mellemstore og store volumener.
Også inden for samme bearbejdningsproces kan der være forskelle. CNC-stansning er den gængse metode til fremstilling af stanseemner, men skal man have fremstillet meget store volumener (over 10.000 emner), kan det være en fordel at kigge på automatstansning. Automatstansning er nemlig en næsten fuldstændigt ubemandet proces, hvor materialet fødes ind i maskinen fra en metalrulle. Men automatstansning kræver fast værktøj, så det er for dyrt, hvis der er tale om små serier.
Den vigtigste pointe her er, at der kan være penge at spare på den lange bane ved at vælge den rette bearbejdningsmetode. Derfor giver det god mening at sætte sig grundigt ind i de forskellige processer eller alliere sig med nogen, som kan vejlede og rådgive om den mest økonomiske løsning.

